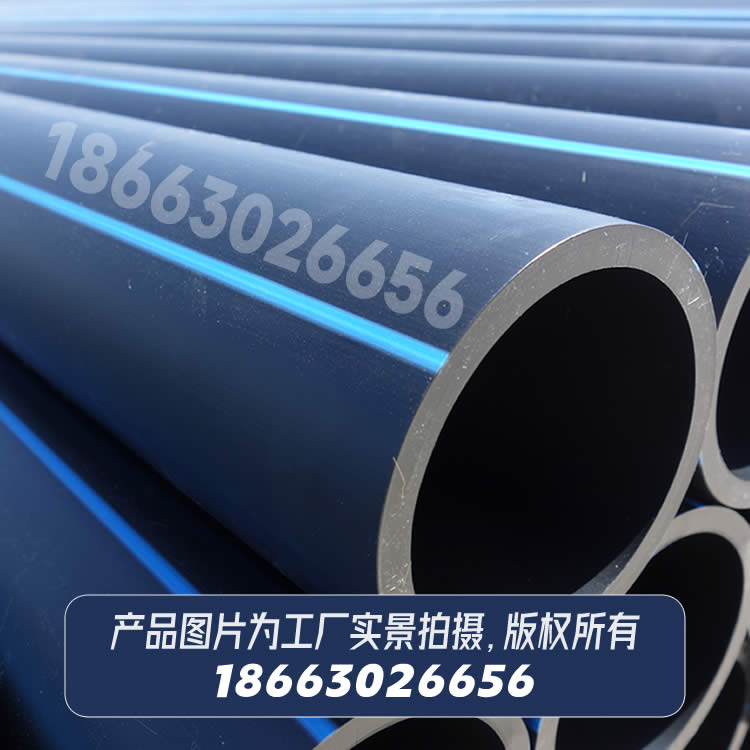
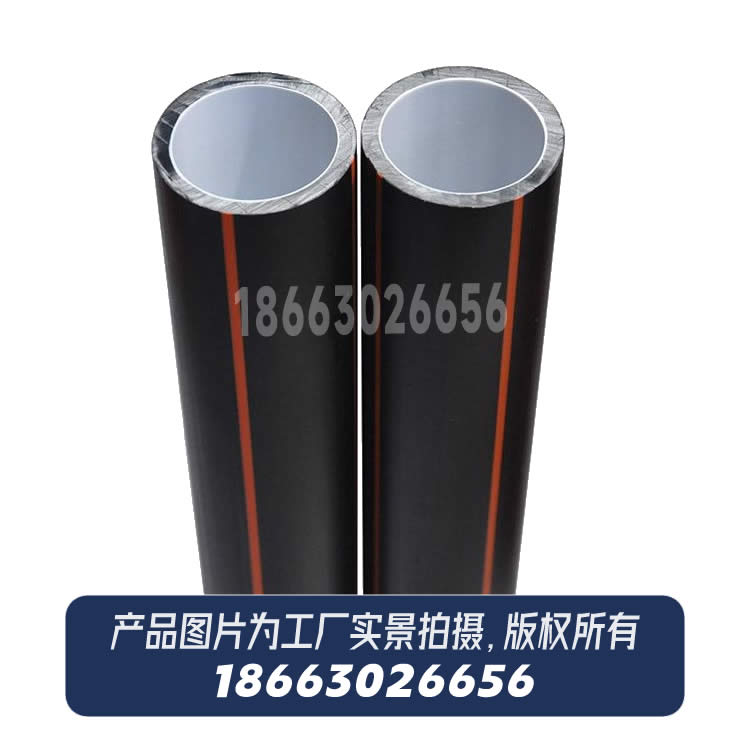
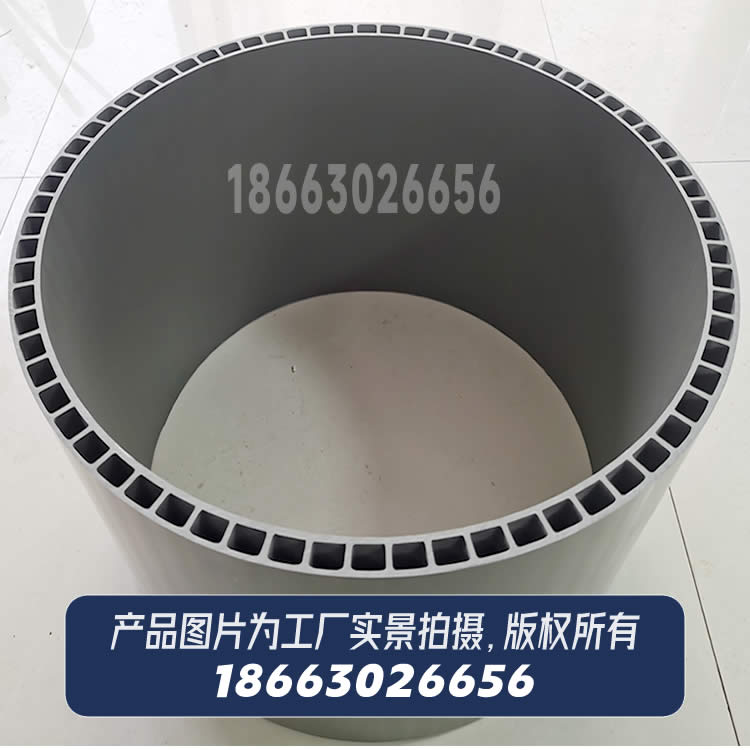
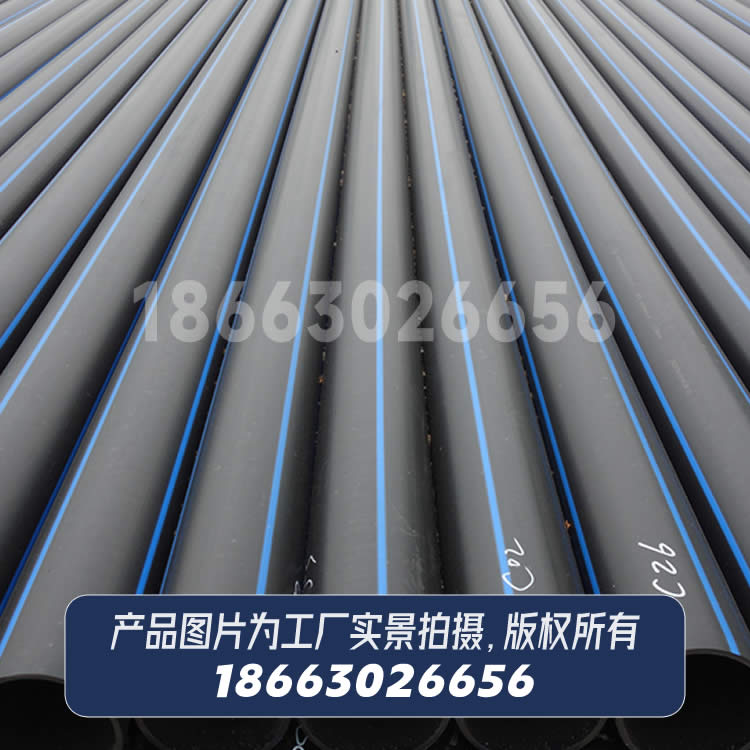
HDPE管材、PVC-U管材及管件山东生产厂家
1998年起生产塑料管道,至今已有24年,专注于HDPE和PVC-U管材管件的生产与研发,实力源于技术,坚持铸就辉煌
服务电话:18663026656

给水PE管道施工安装 (1)管节安装前应进行外观质量检查,管件管材内外壁应平整、光滑无裂纹、气泡、脱皮,无严重的冷斑和明显的痕纹、凹陷,管材轴向不得有扭曲性的弯曲,其直线度偏差应小于1%,管材端口必须平整并垂直于轴线。应符合现行国家产品标准的规定,并经鉴定合格后,方可使用。 (2)检查沟底合格后做10cm的砂垫层。砂基础施工时应振实,并应与管身和承口外壁均匀接触。 (3)管道暂时不接支线的预留孔应封堵。管道管件阀门应与管道安装同时施工。 (4)熔连接操作工艺规程 1)目的 为保证焊接质量,规范热熔连接操作程序,确保管道连接的牢固性,特制定本规程。 2)焊接准备 2.1设备应置于平整、干燥,并有足够操作空间的场地,否则,应采取相应的措施。 2.2检查整个机具各个部位的坚固件有无松动,并予以必要处理。 2.3检查整机电器线路有无损坏,并予以必要处理。 2.4检查液压箱内液压油是否充足。 2.5电源与机具输入要求必须相匹配。 2.6将与管材规格一致的卡瓦装入机架。 2.7准备足够的支撑物,以确保待焊接管材可与机架中心线处于同一高度,并能方便移动。 2.8将焊机各部件按照要求插装连接好并检查无误。 2.9设定加热板温度至200~220℃。 2.10接通焊机电源,打开加热板、铣刀和油泵开关并试运行,检查各自工作是否正常。 3)焊接 在焊接过程中,操作人员一般参照焊接工艺卡各项参数进行操作。必要时,应根据天气、环境温度等变化对其作适当调整。 3.1核对欲焊接的管材规格,压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应予以局部切除后方可使用。 3.2清除管两端的油污或异物。 3.3对欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下应尽可能短),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。 3.4置入铣刀,先打开铣刀电源开关,然后再合拢管材两端,并加以适当的压力,直到两端均有连续的切屑出现后,撤掉压力,略等片刻,再退开活动架,关掉铣刀电源。切屑厚度应为0.5mm左右,通过调节铣刀片的高度可调节切屑厚度。 3.5取出铣刀,合拢两管端,检查两端对齐情况。管材两端的错位量不应超过壁厚的10%,通过调整管材直线度和松紧卡瓦可予以改善;管材两端面间的间隙也不应超过壁厚的10%,否则应再次铣削,直到满足上述要求。 3.6清除加热板表面的灰尘和残留物(应特别注意不能划伤加热板表面的不粘层),检查加热板温度是否达到设定值。 3.7加热板温度达到设定值后,放入机架,施加规定的压力,直到两边最小卷边达到规定值(0.1×管材壁厚+0.5)mm. 3.8将压力减小到接触压力,继续加热规定的时间。 3.9时间达到后,退开活动架,迅速取出加热板,然后合拢两管端,其时间间隔应尽可能短,最长不应超过切换时间。 3.10将压力上升至规定值熔接压力,保压自然冷却,冷却规定的时间后,卸压,松开卡瓦,取出连接完成的管材。 4)注意事项 4.1操作人员应遵循该工艺规程和焊接工艺参数。 4.2焊口的冷却时间可适当缩短,但应保证其充分冷却。 4.3焊口冷却期间,严禁对其施加任何外力。 4.4每次焊接完成后,应对其进行外观检查,不符合要求的必须切断返工。 5)热熔连接焊口的质量检验 目前,在连接完成之后,热熔连接的焊口质量主要通过外观目测检查进行,其外观检验应满足以下几点要求: 5.1焊缝两边存在均匀卷边,卷边尺寸相近; 5.2焊缝处高度应高于管材表面; 5.3卷边表面饱满光洁,尽可能无划痕; 5.4管道错边不应超过壁厚的10%。 5.5焊口的最终质量检验应以通过强度试验和严密性试验为准。 (5)管道安装后进行水压实验。水压实验必须在接口操作完成24小时后进行, 试压应为管道系统工作压力的1.5倍,但不应小于0.8mpa。
PE管,施工,试压,工作压力